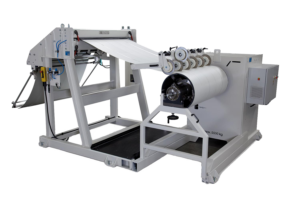
Products Decoiler Machine for single decoiling lines
Decoiler Machine for single decoiling lines

Build your production facility for the best ergonomics, efficiency and profitability. More benefits of using a steel decoiler machine is:
- it´s cost-effective
- it frees up storage space
- it´s fast & efficient.
We have a wide range of steel decoilers
We have the right solution whether your sheet metal workshop is big or small. CIDAN Machinery has a wide range that can be combined to make an efficient production facility based on your requirements – where parameters such as power, distance, time and access to material are decisive for fast and cost-effective production.
Read more about the specifications of our single steel decoiler machines below. Don´t hesitate to contact us for more information.
| System comparison | |||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Description | 5t System |
8t System |
|||||||||||||||||||||||||||||||||||||||||||||||
| Working width | 1270 mm / 1524 mm | 1270 / 1524 mm | |||||||||||||||||||||||||||||||||||||||||||||||
| Coil Weight | 5000 kg | 8000 kg | |||||||||||||||||||||||||||||||||||||||||||||||
| Coil Inner diameter | 508 mm | 508 mm | |||||||||||||||||||||||||||||||||||||||||||||||
| Coil Outside diameter |
1200 mm | 1200 mm | |||||||||||||||||||||||||||||||||||||||||||||||
| Clamping Mechanism |
hydraulic expandable | hydraulic expandable | |||||||||||||||||||||||||||||||||||||||||||||||
| Coil Car Type |
2-Axis | 2-Axis | |||||||||||||||||||||||||||||||||||||||||||||||
| Coil Car capacity |
5000 kg | 8000 kg | |||||||||||||||||||||||||||||||||||||||||||||||
| Straightening |
6 Rollers | 6 Rollers | |||||||||||||||||||||||||||||||||||||||||||||||
| Straight. Type |
Automatic | Automatic | |||||||||||||||||||||||||||||||||||||||||||||||
| Speed |
25 m/min | 25 m/min | |||||||||||||||||||||||||||||||||||||||||||||||
| Power |
19 KW | 19 KW | |||||||||||||||||||||||||||||||||||||||||||||||
| Voltage |
400V / 3-Phase | 400V / 3-Phase | |||||||||||||||||||||||||||||||||||||||||||||||
| Breaker |
32A | 32A | |||||||||||||||||||||||||||||||||||||||||||||||
The coil is placed directly onto the mandrel by forklift or coil car. The mandrel is hydraulically controlled to clamp the coil.
Driven: yes
Type: one side supported
Model: floor mounted
Clamping: hydraulic
Clamping range: ø 465-515 mm
Coil diameter max: ø 1200 mm
Coil weight: 5000 or 8000 kg
![]()
The pressure arm helps to keep the coil in place while the operator is tensioning a new coil. A coil usually acts like a spring, the pressure arm pushes against the coil, allowing the operator to safely open the metal band of the coil to process the material. The pressure arm position can be adjusted based on coil width.
Driven: no
Model: hydraulic
![]()
A coil car is necessary for a single coil line. A coil car, which is moved along 2 axes and controlled by a remote control, loads coils easily and with little effort. Thanks to the remote control, the operator has full control of all movements and can very easily change coils up to 8000 kg.
Driven: yes
Type: 2-Axis (x+z dimension)
Model: hydraulic
Coil weight: 5000 or 8000 kg
![]()
In the X-coordinate, the rails are positioned in front of the decoilers, so the coil car can move in front of all decoilers.
The table guide has four roller bearings (two on each side) to guide the metal in the pinch rolls. The roller bearings allow the metal to move easily forward and backwards without damaging the edges. This also keeps the material straight as the material is fed into the machine helping to ensure a square cut.

The infeed guide adjustment handle is located on the CNC control side. The handle allows for easy adjust of the infeed guide and has a locking ring to ensure the guide holds position. The adjustment handle can be located on either left or right side depending on customer’s request.
![]()
The heavy straightener is perfectly designed for a operation in an industrial application. The straightener adjusts itself fully automatic with the set values from the material table. Thanks to Forstner’s innovative MOP system, the straightening unit leaves no dwell marks on the sheet. The operator can set the percentage straightening position based on the amount of coil used. This function is standard on the heavy straightener. Another function of the straightener in combination with a Forstner decoiler is that the straightener automatically adjusts to the coil diameter. So you have perfect results from the beginning to the end of a coil.
Type: heavy gauge
Model: automatic for sensitive material
Straightener shaft: ø 110
Straightener type: 6-Rollers
Sheet width: 1270 mm / 1524 mm
Speed: 25m/min
![]()
The guillotine heavy is ideally matched and fits perfectly into Forstner’s modular system. The shear is equipped with a blade gap adjustment to ensure perfect cutting results at any time. The enforced shear frame ensures a smooth shearing motion.
Type: heavy
Model: blade gap adjustment
Blade type: stainless
Sheet width: 1270 / 1524 mm
![]()
The solid welded base frame enables the straightener and the guillotine shear to be parallel to each other, ensuring true square cuts. The Frame also make the on-site assembly way faster and distributes the weight of the machine equally.
![]()
The F3 control is equipped with variable speed control and up to 20 programming lines. All drives, motors and encoders used are of high quality and renowned manufacturers. The simple symbol display facilitates use in all languages.
![]()
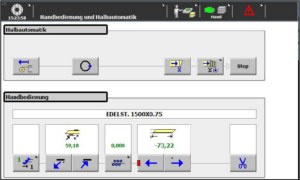
The manual mode on the SPS-F3 features an “Reference Cut” icon. When pressed, the material will jog forward and automatically stop approximately 25 mm past the shear. The shear will automatically cut and you will have a perfect square edge.
When the “Material Slection” icon is pressed, you will enter the material selection page. Depending if you have a Single-Decoiling Line or a Multiple-Decoiling Line you can select what material you are currently using. The choosen selection will pull all information needed from the material table, where the operator can insert all important information regarding the material.
Programming the SPS-F3 could not be any easier. Simply input the quantity and length of the job. Select whether you are slitting or blanking. Then choose whether you want to continue to the next line or pause between lines. Press save! The machine will immediately store the first program and you are able to insert 20 lines, with
individual programs.

The machine will automatically run to the programmed length (+/-0.5 mm per 2000 mm), stop, and cut the order exactly to the programmed length. The SPS-F3 keeps track of current position, part count, meter per minute, programmed quantity and length to ensure the correct job is running. The speed can be adjusted via a dial on the control.
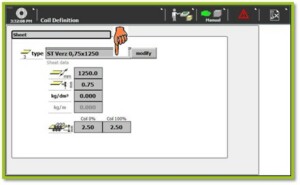
On the ”Material Definition” you can enter up to 50 different coil types, all parameters can be added and the material can be named as you wish. All the prameters are stored and as soon as you select the material, the control has all informations needed.
On a typical cut-to-length line you must do a “zero” cut every time a new coil is loaded or when you change slitting knife positions. The electronic eye eliminates the need for a zero cut if the material is square. The eye senses the material and sets the position allowing you to immediately start running your jobs.

The encoder features an aluminum encoder wheel that sits on top of the coil as it passes through the machine. The tension spring allows constant contact of the encoder with the coil for consistent and accurate lengths. Top rail allows the operator to move the encoder anywhere on the infeed table.

Only with a roller lift table thicker sheets can be securely clamped into the following machine by one operator. The roller lift table serves as a feeding guide and is a bridge for the distance between the decoiler and the machine.

The dancer arm loop control is necessary for sheet thicknesses from 1.0 mm or for higher speeds from 35 m/min. The dancer arm communicates with the decoiler and the speed of the decoiler is adjusted accordingly.
Do you process stainless coils with a paper layer? Then the paper rewinder is a must for your line. The decoiler and the paper rewinder are synchronised, so that after processing the coil, you have a perfect rewinded paper roll that you can reuse or dispose.
The stacking table is designed as a hydraulically operated coil car and lowers automatically as the stack of sheets increases. You determine the exact dimensions.
![]()
The conveyor is motorised with belt, brushes or rollers and is used to gently convey individual sheets for subsequent
processing. You determine the exact dimensions.
![]()
The outfeed conveyor is an option for fully automatic lines. After each cutting cycle, the conveyor ensures that the cutted sheet is moved away from the guillotine shear blades. This ensures even better cuts and a longer lifespan for the
guillotine shear blades.
![]()
For more demanding applications and a longer life span we recommend the hard chromed shafts on the straightener.
![]()
If you want to prepare your line for a film applicator, then the option with the fully rubberized rollers is ideal for you. This means that your line is ideally prepared to retrofit a film applicator easily and at any time.
![]()
The gauge measurement is located on the motorised guide stop. It checks whether the sheet thickness, according to the material table, has been correctly recorded by the operator. In the event of a deviation, this is signalled by the control unit. For direct connections to a production line, this option is very important because it eliminates human error and makes your machine safe.
![]()
The Forstner F3 control system was designed to communicate easily and quickly with other systems and installations. A predefined interface via a PN/PN coupler guarantees a perfect handshake between the units. Forstner has a lot of experience with the integration of various solutions. Talk to your salesperson to find out more about the interfaces.
![]()
Is your production located in a region where temperatures above 30 ° and high humidity are not uncommon? Then we recommend equipping your control cabinet with an air-conditioning system, which ensures a constant temperature in the control cabinet and guarantees high system availability.
If your straightening requirements are high and DIN EN 10143 Normal is not sufficient, then the leveller with its 9/21 straightening rolls is an option for you. The straightening block is double-supported and guarantees the best straightening results. Let’s talk about your needs and check which straightener is the right one for you.
![]()
The flatness measuring system is optional. This option is mainly used for integrating coil lines when perfectly flat sheets are required for the downstream process. You can enter your tolerances into the SPS-F3 control and the flatness measurement continuously checks the sheet. If a uneven material is detected, the process is stopped and the subsequent machine is informed. The operator can decide whether to continue or stop this job. Allows protection to next process, for example a punch machine needing a maximum of 6 mm flatness. Operator can set the tolerance to 5 mm, so material is not wasted and then adjust straightening rollers deeper to eliminate coil set.
![]()
If our system is not to cut sheet metal plates, but is to supply material directly in coil operation, e.g. to a laser system, then the loop outlet option is the right choice. After the flatness measurement, we supply a loop outlet and an ultrasonic sensor which monitors the loop pit after the coil line (the loop pit is to be constructed by the customer).
If you have chosen flatness measurement as an option and our system is directly connected to a subsequent system, then you should think about scrapping the remaining coil. To make the process easier for you, select the scrapping option. Here, the flatness measurement belt is set up to lift and scrap the residual coil. Fast, simple and efficient.
![]()
The film applicator can basically be mounted on any table. Using the deflection rollers and the fully rubberized feed rollers, the protective film is pressed on almost bubble and wrinkle-free. The device type F-AG z2mo has an additional arm with tension spring for tensioning the film during the return movement. This design is only applicable for single decoiling systems.

for external start of the next order
![]()
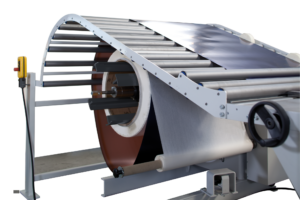
With this recoiler, slits or wide strips can be easily recoiled. The coils are wound tightly to a diameter of 508 mm and an optically clean coil is produced after wrapping and removal. The recoiler has a dancer arm, separating discs, a pneumatic felt brake, a motor and a hydraulic mandrel.